Currently there is black spot happened to plastic injection process, the reason as follow:
1.Heating for a long time
2.Friction heating between screw tip and one-way ring is too much
3.Straightness on screw and barrel is not good enough
Profile of Screw and Barrel
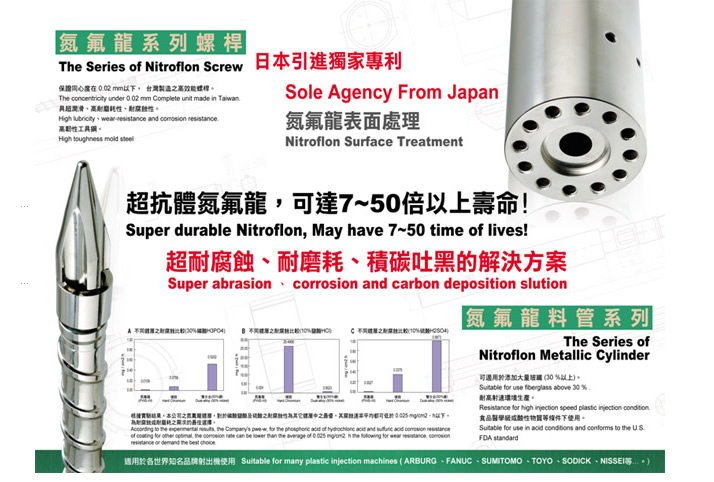
Pin Jack company focus on requirement of screw for plastic injection moulding machine and specially cooperated with Japanese technology for developing multi functional screw both with wearing resistant and corrode resistant character. Among several metallic material available in the market, Pin-Jack company applies the most corrode-resistance material plus Japanese surface treatment technology, Nitroflon and NPS coating, etc. combination, in order to reach wearing-resistant, corrode-resistant function.
NPS Coating
NPS Coating with surface hardness HV550.
Alloy film is for against chloride series gas and acid with excellent performance, in comparison to solution of hydrochloric acid dipping is acid-resisting 5 times higher than electroless nickel film, meantime, it is also a even outstanding functional film. Character :
1
Excellent corrode-resistance, it performs outstanding result for corrode-resistant under chloride gas, sea water, etc. condition.
2
With even film, it is able to treat it evenly for the complicated shape.
3
For high corroded mold, screw and mechanic components treatment, it is with excellent result performance.
Comparison of Corrode-Resistance (dipped under 50% Sulfuric acid for 5 hours, changing for weight reduction)
3H
5H
SUS304
3.3458
5.3198
NIP-10U
1.7312
4.8663
NPS-5U
0.0035
0.1260
NPS-10U
0.0041
0.1707
Comparison Sheet of Screw Types
SCAM-645 Nitrided Screw
SUS-420 Nitrided Screw
SKD-61 Nitrided Screw
Bimetal Screw
Bimetal Thermal Spray Coating Screw
YPT-41 Screw
SCAM-645 Nitrided + Nitroflon Screw
SKD-61 Nitrided + Nitroflon Screw
KPS-6 Fully Hardened Steel + Nitroflon Screw
Price
low
medium
low
medium
medium
high
low
low
medium
Plastic applicable
common plastic resin
corroded common plastic resin
engine
ering plastic resin
engine
ering plastic resin
engine
ering plastic resin
high wearing and corroded plastic resin
engineering plastic resin
engineering plastic resin and corroded and wearing easily plastic resin
high wearing and corroded engineering plastic resin
Manufac
turing process
pre-harden first, then nitrided
pre-harden first, then nitrided
pre-harden first, then nitrided
thread spray welding
spray welding
fully harden steel machining
pre-harden first, then nitrided, finally plated with Nitroflon
pre-harden first, then nitrided, finally plated with Nitroflon
heat treating after machining, straightening, then plated with Nitroflon
Advantage
low price
corrode resistant
good toughness
wearing resistant
wearing resistant, corrode resistant
wearing resistant, corrode resistant
wearing resistant, corrode resistant
wearing resistant, corrode resistant
wearing resistant, corrode resistant for raw material without alkaline
Defect
no corrode resistant
no corrode resistant
no corrode resistant
poor corrode resistan
easy to peel off
no corrode resistant for material without alkaline
Wear-Resistant
average
poor
average
good
good
excellent
average
average
excellent
Corrode-Resistant
poor
average
poor
poor
average
average
average
average
excellent
Toughness
average
average
average
average
average
good
average
average
excellent
Evaluation
cheap
average
average
average
average
excellent
average
average
excellent
Remark
suitable size more than diameter 30ø
Comparison Sheet of Barrel Types
Nitrided barrel
Bimetal grade A barrel
Bimetal grade B barrel
Bimetal grade C barrel
TTB-712 barrel
Material
surface nitrided on common steel
Ni.Co.Cr.Wc
Ni.Cr.Si.B
Fe.Ni.Cu.B.Cr.Mo
High strength Cr-V steel, nickel based alloy
Hardness
HRC63°
HRC60~66°
HRC60~62°
HRC62~68°
HRC60~66°
Applicable Plastic Resin
common plastic resin
engineering plastic added fiber glass more than 30%
engineering plastic added fiber glass less than 30%
engineering plastic added fiber glass less than 30%
engineering plastic added fiber glass more than 30%
Coefficient of Thermal Expansion
8.0~8.3×10-6
2.4~11.9×10-6
11.4~12.1×10-6
Bimetal Thickness
1.5~2.0mm
Casting Method
eccentric casting method
ccentric casting method
ccentric casting method
low heating fast melting
Wear-Resistant
average
good
medium
average
excellent
Corrosion Resistance
poor
good
medium
average
excellent
Advantage Defect
cost lower but no corrode resistant
cost higher, good for wearing resistant and corrode resistant
cost higher, wearing resistant average, but poor corrode resistant
cost lower, badly wearing resistant and corrode resistant
wearing resistant, corrode resistant performance is excellent
Evaluation
average
good
average
average
excellent
Remark
May causes alloy layer character aging
May causes alloy layer character aging
May causes alloy layer character aging
hardness is equivalent to imported tungsten carbide
Caution for installing barrel and screw
1
When you are installing barrel, caution that if central line between barrel mounting base and transmission shaft of screw is on same straight line or not.
2
Regularly to check if heater is working in good condition when you run barrel, screw in daily production.
3
Before you install new barrel, screw, firstly it is recommended to do test of air seal.